最专业污水处理厂家
环评办理、设备生产、工程施工、省钱更省心!
污水处理咨询热线:
啤酒生产工艺简介
大麦→浸泡→发芽→粉碎→糖化→过滤→冷却→发酵→过滤→灌装→灭菌→成品啤酒
废水主要含糖类,醇类有机物且浓度较高。大麦在浸泡过程中,溶出戊糖,庶糖,葡萄糖,外皮中的纤维素。蛋白朊、单宁、苦味质等,可溶物为0.5%—1.5%,且废水呈褐色。还含有多种氨基酸、 醇、维生素、啤酒花、纤维素、麦糖。
啤酒废水的水量大小取决于生产规模,一般酿造1t啤酒约排12—20m3废水。
啤酒废水主要来自麦芽车间(浸麦废水),糖化车间(糖化,过滤洗涤废水),发酵车间(发酵罐洗涤,过滤洗涤废水),灌装车间(洗瓶,灭菌废水及瓶子破碎流出的啤酒)以及生产用冷却废水等。
啤酒废水的特点
制麦与酿造两部分;二者均有冷却水产生约占啤酒厂总排量的65%,水质较好,可循环用于浸麦工序。啤酒工业中,高污染负荷废水的来源与浓度。
啤酒厂污水中,高浓度有机废水气弱酸性,PH值为5—6.5;CODcr:1000—2500mg/L;BOD5:500—1500mg/L;SS:220—440mg/L;B/C比﹥0.45;啤酒废水的可生化性较高。
啤酒工业废水主要含糖类,醇类有机物且浓度较高。

啤酒厂废水处理工艺
无锡市绿禾盛环保科技对啤酒厂污水处理项目开发了几个解决方案:一:水解酸化以SBR为主体,水解酸化池内设填料,水力停留时间为4h左右,COD去除率为30%—40%,PH值在2.8。SBR反应池内反应时间为6h左右,水温20—25℃,污泥浓度为4000mg/L左右,出水水质达到一级排放标准,COD去除率为92%,BOD去除率为98%。
一:SBR处理工艺的特点是集生物降解和终沉排水等功能于一体,与传统的连续式活性污泥相比,可省去沉淀池和污泥回流设施,具有运行稳定,净化效率高,耐冲击负荷,避免污泥膨胀,便于操作治理等特点。
二:UASB→接触氧化
UASB反应器在集生物反应与沉淀于一体,结构紧凑,污水由配水系统从反应器底部进入,通过反应区经气,固,液三相分离器进入沉淀区,气,固,液分离后沼气由气室收集,再由沼气管流向沼气柜,UASB内不设搅拌设备,上升水流和沼气产生的气流足可满足搅拌需要,UASB反应器构造简单,便于操作运行;对于啤酒废水的溶性有机物废水,沉淀区水力表面负荷采用3m3/(m2);COD去除率在75%左右,PH值在6.8—7.2之间。
确定采用“预处理+调节池+厌氧+好氧”工艺。本工艺以经济合理、运行稳定可靠且高效为基本原则,投资省、占地少,运行管理费用低。
处理工艺:“厌氧UASB+好氧膜生物反应器”出水水质:《城市污水再生利用景观环境用水水质》(GB/T18921-2002),其中CODcr≤50mg/L。江苏省地方标准水污染物排放限值DB44/26-2001二级标准。
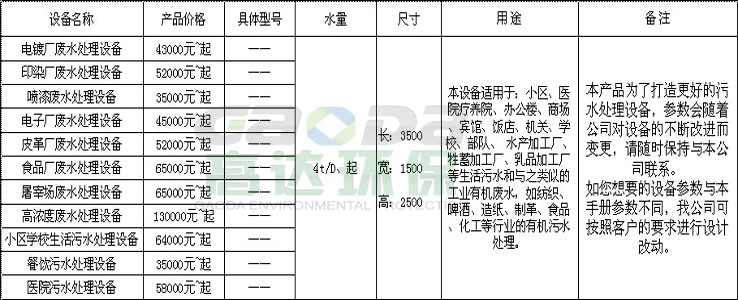
工业废水处理设备参数
服务指南
1.本产品为了打造更好的污水处理设备,参数会随着公司对设备的不断改进而变更,请随时保持与本公司联系。
2.如你想要的设备参数与本手册参数不同,我公司可按照客户的要求进行设计改动。
如何选择好的污水治理设备
选购好的废水处理设备首先选对可靠的厂家是关键。
绿禾盛环保科技专业定制生产适合您的污水处理设备,只为了你满意的微笑。
15年环保行业经验,为上千家企业提供过优质的设备,绿禾盛环保科技更值得信赖。
自产自销型企业,保质保量,是更好的选择。
![]() 服务热线:182-6158-1511
服务热线:182-6158-1511
![]() 企业邮箱:110930941@qq.com
企业邮箱:110930941@qq.com
![]() 地 址:江苏无锡环保科技园
地 址:江苏无锡环保科技园
备案号:闽ICP备14007902号-1
扫一扫咨询 了解更多

Copyright © 2018 江苏无锡市绿禾盛环保科技有限公司 - 版权所有
佰面通网络 提供技术支持

